废旧塑料是当今环境的重要污染源,同时也具备巨大的资源化潜力,将其再生利用并实现去污染化已是世界各国各组织共同的愿景及使命。
废旧塑料回收过程与生产再生塑料的过程是涉及面广且复杂艰巨的工作,但我们做好顶层设计,做好塑料同材质化设计,就能奠定废塑回收的物质基础和经济基础。
国家统计局数据显示,我国的塑料产业产量位居前列(全球塑料制品超过三亿吨)。从国内地区分布来看,塑料制品主要集中在浙江、广东、河南、江苏、四川、山东、福建、湖北等省份,其中浙江产量最高,达1035万t,占全国13.78%。
当今处理废旧塑料主要有三种方式:焚烧、填埋、回收利用。但是,填埋会占用大量土地,污染地下水资源;焚烧塑料会释放二噁英等有害物质,污染空气环境。而废旧塑料的再利用则更绿色化。
主要有直接利用法、改性法、裂解法、气化法等。
1、直接利用法
回收的废旧塑料经过分选、清洗、破碎、熔融、造粒后直接成型加工生产再生制品, 其主要用于回收塑料生产及加工过程中产生的边脚料、下脚料等, 也用于回收那些易清洗和挑选的一次性废弃品。该技术工艺简便, 投入小,成本不高,被回收再生界广泛应用。
2、改性法
根据废塑料不同类型的特征, 选择添加不一样的改性剂, 促使废塑料转化成为具备高附加值的有利材料。废塑料经过改性后, 将机械性能明显改良, 可以用于制造档次高的塑料物品。
3、裂解法
在高温或者催化剂的作用下,废旧塑料转化为再生油,从而当作燃料、化工原料来使用。
据《塑料新闻》报道,奥地利能源公司OMVAG的ReOil工厂,采用奥地利航空公司回收的消费后塑料杯,利用热裂解工艺,在300℃的温度下进行热裂解,该专利技术将聚合物长链裂解为短链烃,可将100kg废旧塑料加工成100L合成原油。
4、气化法
利用空气、氧气、水蒸气或等离子体等来充当气化介质,可以处理大量废旧塑料完全转化为相当能量的产物,如:CO、H2、CH4等。它们可以用作生产甲醇、合成氨等化工产品的原料,或者燃烧发电、供热。
从目前技术上来看,塑料还不是一个可以完全回收利用的产品。
随着国民经济水平的提高,消费升级的产生,消费者对塑料制品的美观性、功能性、安全性等方面更加注重。为改善塑料制品性能,塑料在加工成型过程中添加了诸如发泡剂、热稳定剂、着色剂、阻燃剂等材料。市场上,改性塑料和复合材料日益增多,塑料的成分复杂化、形态规格多样化,甚至同一品种塑料的性质差异越来越大,尤其对软包装复合膜来说更为复杂。
软包装回收之所以比硬包装困难,是由于硬包装多由单一材料生产而成,而大多数软包装是经过多次加工的多层复合产品。因此塑料制品废弃后回收分类难度越来越大。为此,我们提出塑料包装应用同材质化方案,希望塑料制品生产企业在开发初期和生产初期就考虑材料可回收性方案。
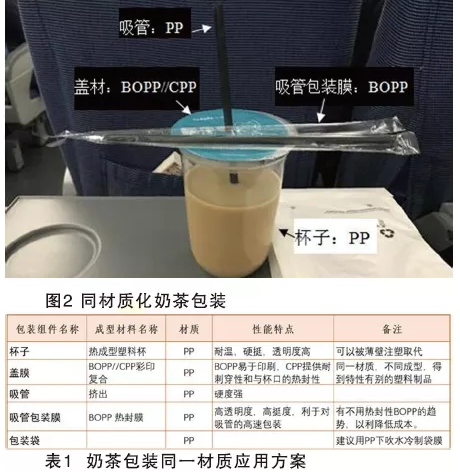
塑料同材质化即在同一产品上所用塑料制品均使用单一的化学组分相同而物理性质可不同的树脂材料。如图2,上海虹桥高铁站某奶茶的包装,杯材采用PP吸塑拉伸成型,盖材采用BOPP//CPP复合材料,吸管是PP,吸管包装膜用BOPP,在整个产品包装上做到同材质化,易于回收。
注:对于废旧塑料里类似油墨等材料,因其占比相对塑料极小,可视为微量添加剂,在聚合物分子链间足以包容,几乎不影响塑料材料的机械强度。
但现在市场上同一产品多数不能做到塑料制品同材质化,如可乐瓶等,瓶身采用PET材料,虽然标签正由BOPP大量转为BOPET、BOPETG,但是瓶盖仍在采用HDPE,不利于回收。业界可通过对PET聚合物的改性,制成性能与HDPE瓶盖相似甚至相同的瓶盖,实现同材质化。
日本废旧塑料回收处于全球先进水平。根据日本PET瓶回收协会的一项最新数据显示,2017年,日本的消费者和企业共回收了同年PET瓶产量的92%,并且84.8%的废旧塑料实现了回收利用。假如塑料同材质化可使民众进行垃圾分类时更易分辨,不仅节约了民众分类垃圾的时间成本,也节约了废旧塑料回收再生企业进行再分类的时间成本,废旧塑料回收效率会更高。 |


